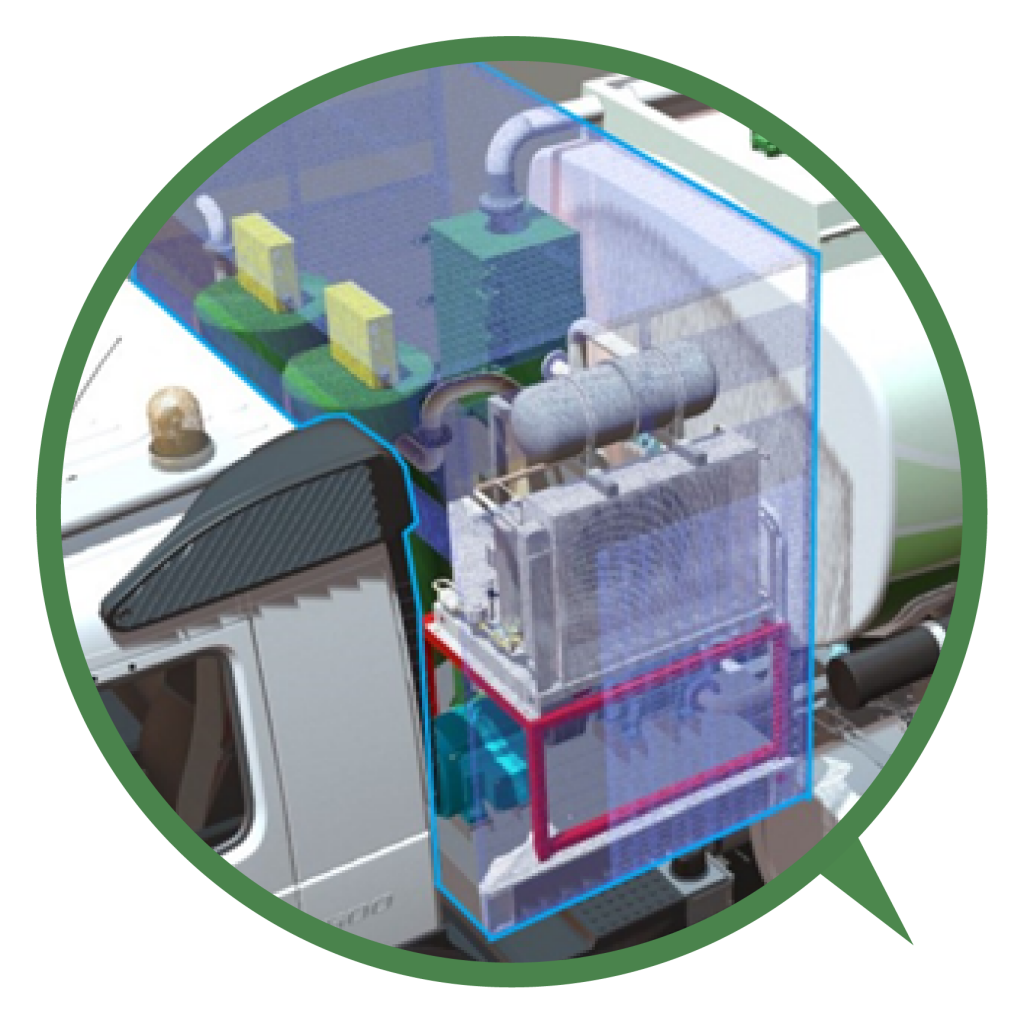


Use non-destructive condensation as the exhaust gas to exchange volatile organic gases in the condensation design: the gas-liquid separation equipment recovers the liquid and stores it in the collection tank, and returns it to be recycled and reused.
Utilize continuous circulation and condensation recovery to reduce high concentration VOCs to low concentrations.
The back-end of the condensing unit is equipped with equipment such as electrocatalysis, microwave and low-temperature plasma to achieve a VOCs reduction rate of more than 95% or less than 300ppm to achieve the purpose of reducing exhaust gas.













